超声无损检测技术分类的方法有很多,按照波型可以分为纵波、横波、表面波、导波检测技术等;按照扫描显示方式可以分为A扫、B扫和C扫等。
现用于碳纤维复合材料层合板的超声检测技术,常用的有C扫描检测技术、相控阵检测技术、激光超声检测技术、空气耦合检测技术和光纤超声检测技术。
常规的超声体波检测方法利用超声体波遇到损伤、边界等异质界面会发生反射、折射现象,从而检测出损伤。检测方式有脉冲反射法和脉冲穿透法。如图7所示,目前基于超声体波检测技术有B扫描和C扫描检测技术。
图7 B扫描和C扫描检测技术
C扫描检测技术能够实现碳纤维复合材料大面积的损伤成像。图8为GE公司用于大型复合材料结构损伤检测的超声波水浸C扫描探伤系统,该技术具有显示直观和检测速度快的特点。
 图8 超声C扫描检测系统
图8 超声C扫描检测系统
影响C扫描成像显示的可靠性因素可能为检测步进、检测频率和检测增益。汪林娜等通过实验验证了这些因素的影响,结果表明检测较薄的碳纤维复合材料损伤,需要减小检测步进,采用高频探头,选择合适的增益以提高检测结果的可靠性。
超声相控阵检测技术通过控制换能器阵列各阵元按照一定的延迟时间和幅值,激发(或接收)脉冲信号,实现声束的偏转和聚焦。
相控阵换能器的尺寸、阵列的间距、数量、换能器的排列方式、发射源孔径的大小等都影响着损伤检测的准确度。在无损检测领域中,常采用线性排列的换能器阵列实现碳纤维复合材料在厚度方向的损伤检测和定位,其换能器的宽度和阵列的间距参数的设计影响着纵横波的辐射指向性。
因超声相控阵检测技术具有高检测分辨率、高检测准确度、高灵敏度等优势,非常适用于高衰减和复杂形状的碳纤维复合材料的分层、夹杂、裂纹、钻孔、纤维屈曲等各种损伤类型进行检测。例如对于碳纤维复合材料中的分层损伤,Nageswaran等对分层损伤进行检测和分类,并评估其对在役部件完整性的威胁;进一步地,为验证相控阵技术的检测能力,Meola等将此技术与红外热成像技术进行对比,同时采用这两项技术对预埋分层损伤进行了检测,证明了相控阵技术能够有效地检测出较厚的碳纤维复合材料层合板中的预埋分层损伤的大小、尺寸和深度等信息。Caminero等在不同深度的碳纤维复合材料层压板中嵌入不同尺寸和形状的人工损伤,研究了铺层的堆叠顺序对损伤区域的影响。以上这些对于分层损伤的检测,基于预埋损伤与复合材料声阻抗差异较大,而诊断出分层损伤,但均没有进行一个分层损伤的定量化评估。曹弘毅等利用超声-6 dB法定量分析了C扫图像中的损伤,结果表明了超声相控阵对小损伤具有较好的检测效果。由于碳纤维复合材料的各向异性造成无法使用常规的时差法计算相控阵的延迟时间从而影响损伤的B扫描图像,徐娜等提出声速校正方法,并对比分析校正前后的B扫图像,证明了经过声速校正后有效提高了近表面区域的损伤检出率。因此,利用超声相控阵检测技术能够检测出碳纤维复合材料厚度方向的微小损伤和近表面区域的损伤,具有较高的空间分辨率。上述的B扫描、C扫描和相控阵检测技术,都需要借助水耦合、甘油耦合或者粘贴于结构表面耦合,才能实现碳纤维复合材料层合板中的超声检测。然而,在航空航天方面对产品的安全性能有着极高的要求,液体耦合剂会渗透进复合材料而破坏其力学性能和尺寸的稳定性。因此,需要采用非接触的检测技术,例如空气耦合检测技术和激光超声检测技术。
采用基于体波的空气耦合检测技术用于碳纤维复合材料中的损伤检测的难点在于:
(1) 超声波在空气中衰减快;
(2) 在空气与碳纤维复合材料的界面处会产生强烈反射,导致进入复合材料中的能量低;
(3) 由于碳纤维复合材料为高衰减材料,导致接收的超声波含有较高的结构噪声且损伤信号微弱。国内在空气耦合检测换能器设计方面的发展,已取得了进步。周正干等针对空气耦合超声检测中的信号微弱、信噪比低等问题,研究了调频脉冲压缩方法。此外,危荃等基于空气耦合超声检测技术基本原理,建立了空气耦合超声检测系统。为实现碳纤维复合材料的损伤检测,殷晓康等和高双胜等通过自研制的空气耦合超声检测系统,分别实现了碳纤维复合材料中的平底孔和冲击损伤的C扫描显示。另外,对于碳纤维复合材料的脱粘损伤,董方旭等采用空气耦合超声检测系统,基于穿透法实现了脱粘损伤的C扫描成像显示。
国外对于空气耦合检测的研究起步早于国内,其检测设备较为成熟。Imielińska等采用空气耦合超声换能器结合C扫描技术检测碳纤维复合材料的冲击损伤,并进行冲击响应后的损伤尺寸评估,检测结果与射线检测结果进行对比,呈现出较好的一致性,如图9所示。
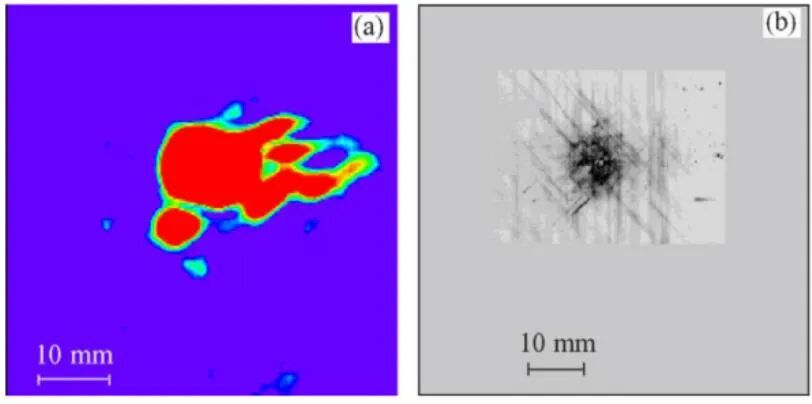
图9 检测复合材料中的冲击损伤:(a) 超声波C扫描技术;(b) X射线技术
虽然,基于体波的空气耦合超声技术能够很好地实现碳纤维复合材料中的脱粘损伤和冲击损伤的检测,但是空气耦合超声因其信号衰减很大,难以实现较厚的碳纤维复合材料层合板中微小损伤的检测。
激光超声检测技术是非接触式的超声检测技术,其检测原理是利用激光脉冲照射到材料表面,发生热弹性效应,形成热应力,从而激励出纵波、横波和导波等超声波,沿着结构表面或者内部传播,利用激光接收超声波,达到材料和结构无损检测的目的。激光超声检测技术具有远距离、非接触、高分辨力、大范围检测、激发超声频带宽等优点,同时树脂基复合材料对激光的吸收系数较大,可以满足超声转换效率的要求,所以激光超声检测技术在碳纤维复合材料层状结构检测领域有很大发展潜力。但是,激光超声在复合材料检测领域有几个问题:能量转换效率较低、激光超声信号微弱、增大激光能量可能导致材料烧蚀问题。
在国内,Sun等采用激光激励与激光接收的检测方式,基于自研的激光超声检测系统,实现了复合材料的分层损伤的检测。郭佳等同样基于激光激励与激光接收的检测方式,分别采用了脉冲反射法和穿透法,对碳纤维复合材料中不同大小的圆形损伤损伤进行检测,如图10所示,结果表明激光超声检测技术能够检测出直径为2 mm的圆形损伤。刘松平等采用激光激励纵波与超声换能器接收信号的检测方式,研究了复合材料中常见损伤的激光超声信号特征与损伤识别评估方法。随着几十年的发展,国内激光超声技术在激励、接收、理论和技术等方面取得了极大进步。
图10 激光超声检测复合材料的结果
在国外,洛克希德·马丁航空公司独立开发了自己的激光超声检测系统,名为LaserUT。该系统能够实现厚度为44 mm的碳纤维复合材料损伤的检测,被证实能够实现先进的军用飞机的复合材料的损伤检测。对于大曲率的复杂型面结构的碳纤维复合材料工件,比利时列日大学Vandenrijt等结合机械手臂,采用激光超声技术实现了其中的损伤检测。此外,Zeng等结合激光和空气耦合技术,开发出用于检测编织碳纤维复合材料的空气耦合激光超声检测系统,并分析了表面编织结构对激光超声信号的影响,实现了碳纤维复合材料的浅层和深层的损伤检测,并对比于相控阵检测技术,具有更高的对比度和更少的检测率。以上的检测技术将碳纤维复合材料视为各向同性声学模型下对损伤进行成像,然而在明确各向异性声学模型下的声速空间分布之后,采用上述的B扫、C扫检测技术、相控阵检测技术、激光超声检测技术和空气耦合检测技术,能够实现碳纤维复合材料中损伤更为准确的检测。例如,大连理工大学林莉团队考虑到碳纤维复合材料的各向异性与非均匀性,给出了三种波(qP波、qSV波和qSH波)的群速度的空间分布曲线,并成功地检测出分层损伤。对于纤维褶皱这类与复合材料声阻抗差异较小的损伤,周正干等利用准纵波,有效检测出碳纤维复合材料层压板中的纤维褶皱。因此,基于体波结合C扫描、相控阵、空气耦合、激光超声等检测技术,能够较好地实现碳纤维复合材料层合板中的微小损伤,但其检测效率有待提高。










